
服务热线:
88888888338

经营销售弯管机,切管机,锯片等型材加工成型设备
88888888338

 7450
7450  2026/06/10
2026/06/10
类似产品
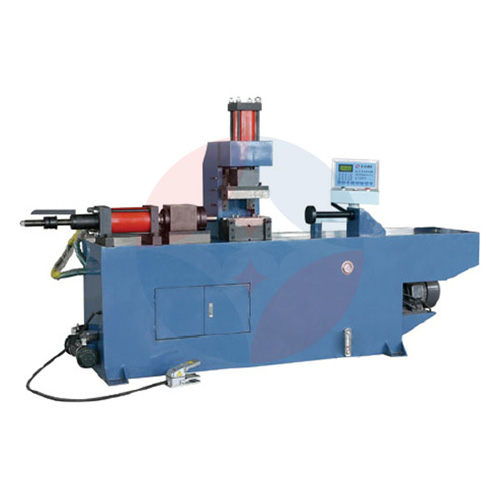
单工位缩管机TM-80
缩管机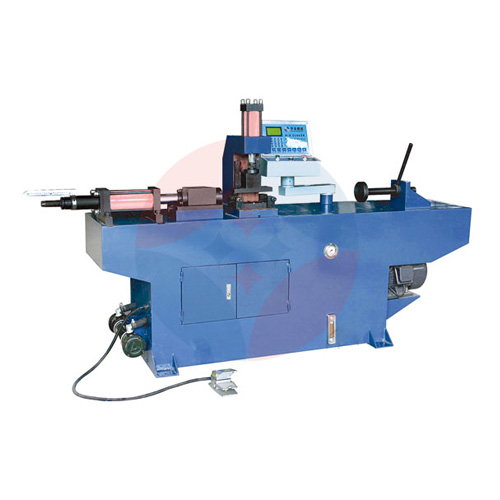
单工位缩管机TM-60
缩管机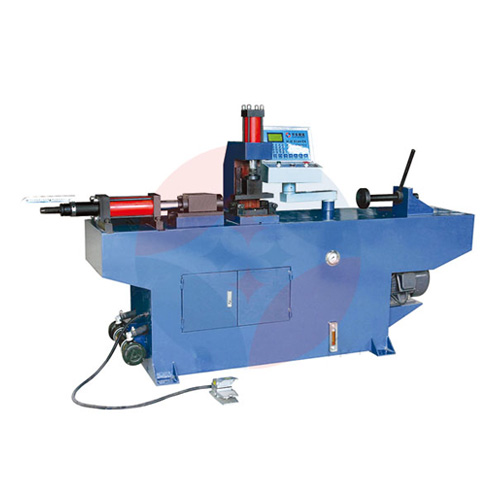
单工位缩管机TM-40
缩管机
免费咨询热线:

扫描二维码
添加微信咨询




